- Обзор основных настроек слайсера Cura
- Устанавливаем габариты области печати
- Настройка параметров печати
- Вкладка «Основные» настройки
- Вкладка «Продвинутые» настройки
- Дополнительные настройки печати
- Подробные настройки
- Сохранение настроек в файл и восстановление
- Манипуляции на рабочем столе
- Поворот детали по осям
- Изменение габаритных размеров детали
- Отражение детали в плоскостях
- Перед печатью
- Изменяем вид интерфейса
- Изменяем стартовый G-код
- Cura — исследую настройки ретракта (отката) экструдера
- Подпишитесь на автора
Обзор основных настроек слайсера Cura
Программа Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
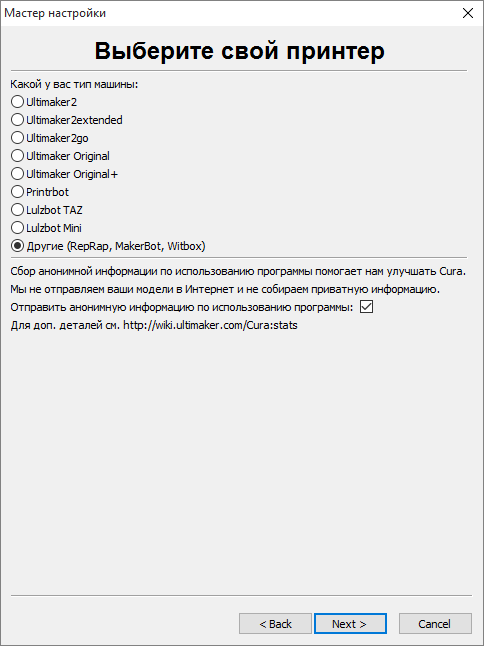
После того, как Вы установили программу Cura приступаем к настройке программы.
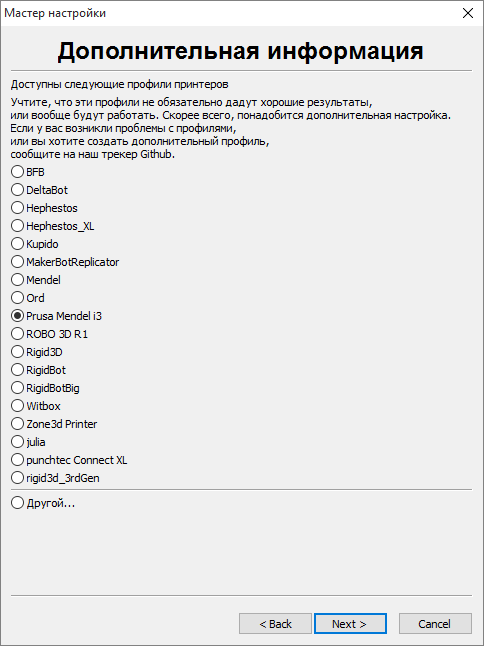
Выбираем из списка свой 3D принтер
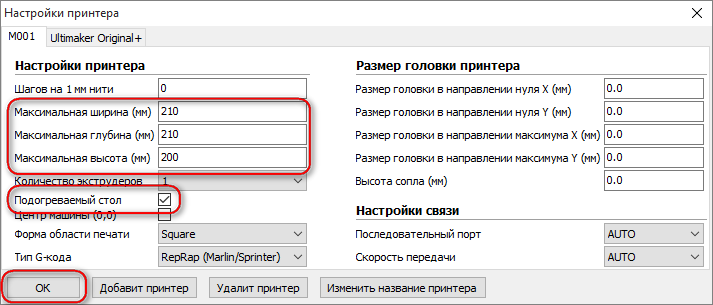
Устанавливаем габариты области печати
Настройка параметров печати
Вкладка «Основные» настройки
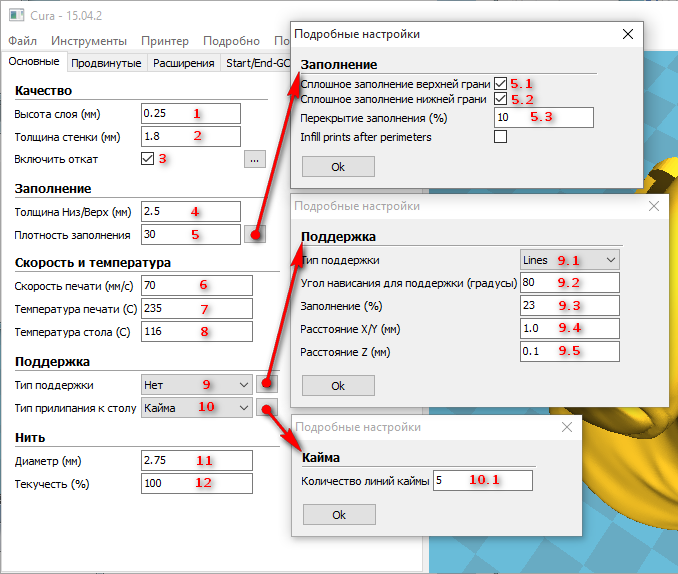
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115 0 C. Для PLA 70 0 C на каптоновом скотче и 0 0 С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
- Нет – не использовать поддержку.
- От поверхности – поддержка по минимуму.
- Везде – поддержка по максимуму.
10 – Тип усиления адгезии (прилипания) к столу:
- Нет – ничего. Только круги вокруг детали
- Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
- Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
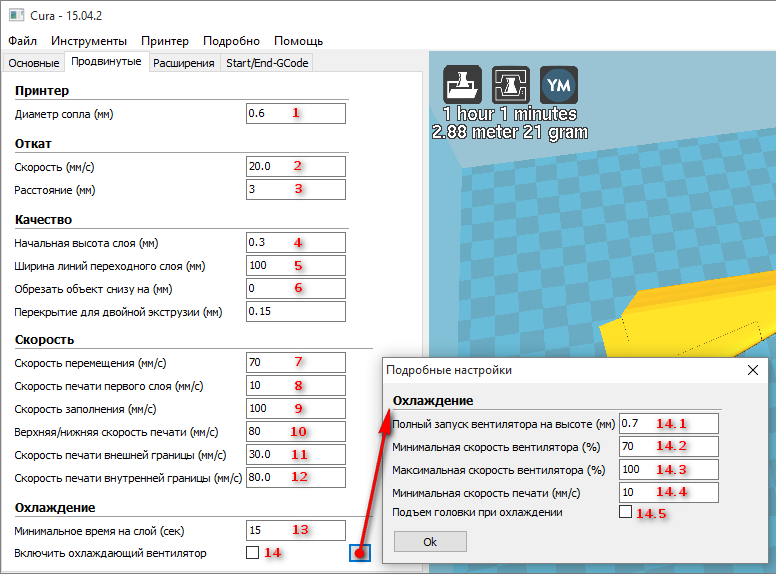
Вкладка «Продвинутые» настройки
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
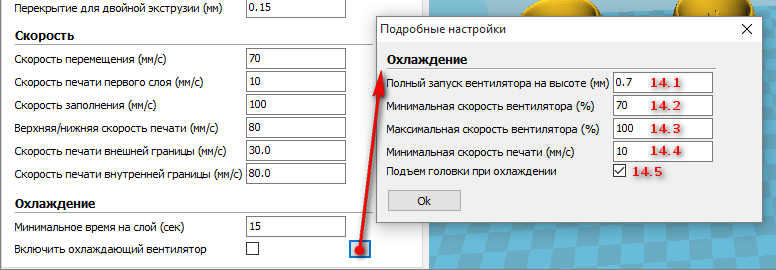
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
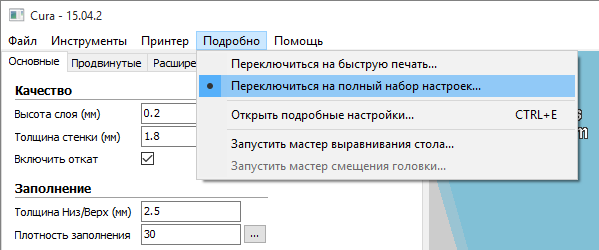
Дополнительные настройки печати
Включение дополнительных настроек
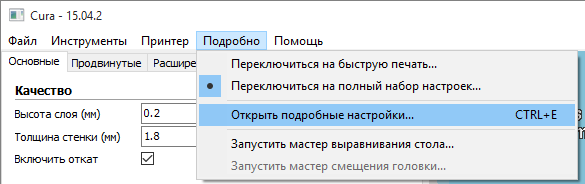
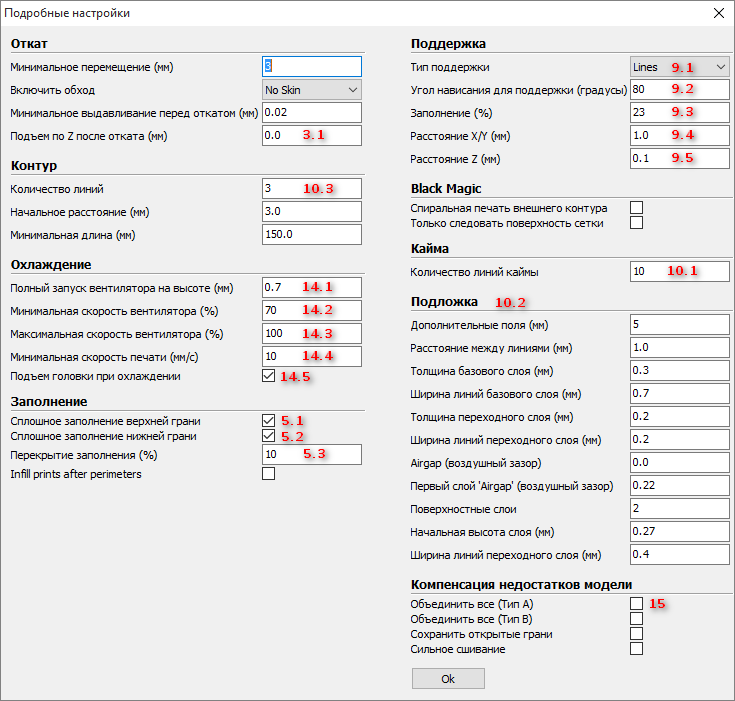
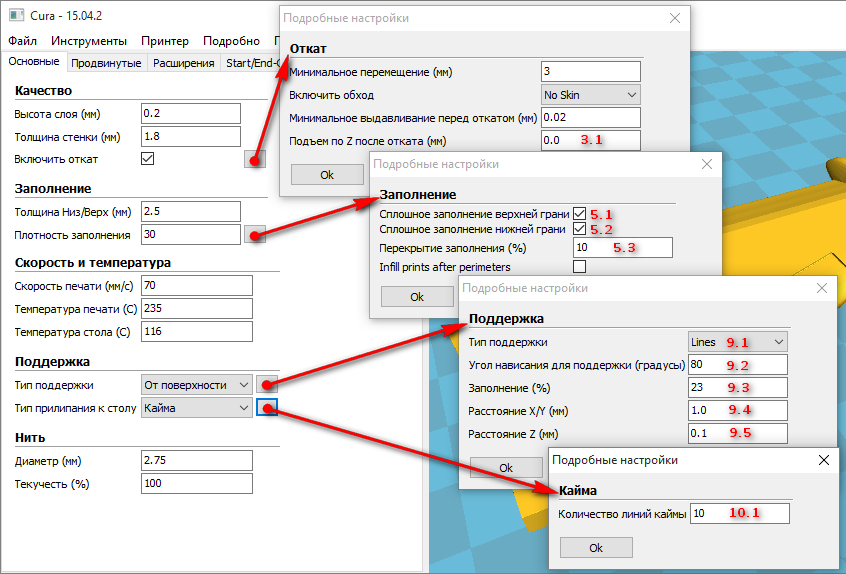
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
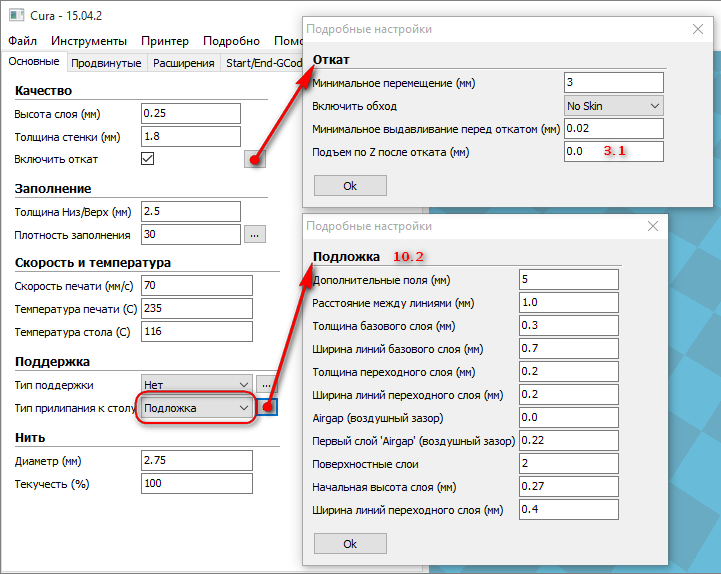
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
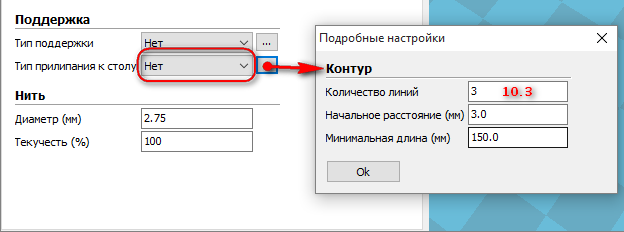
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка, Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
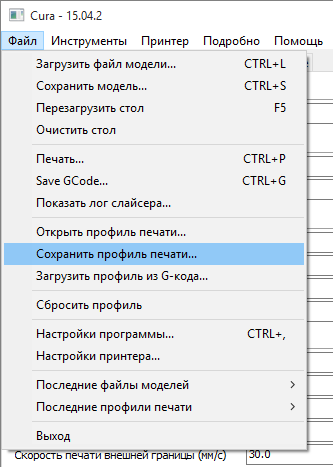
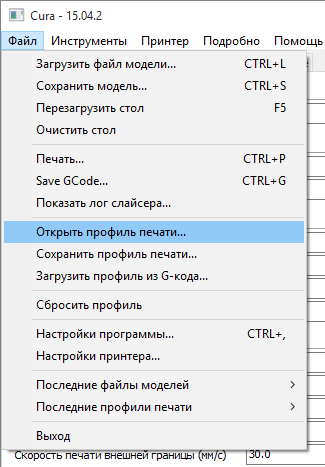
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола
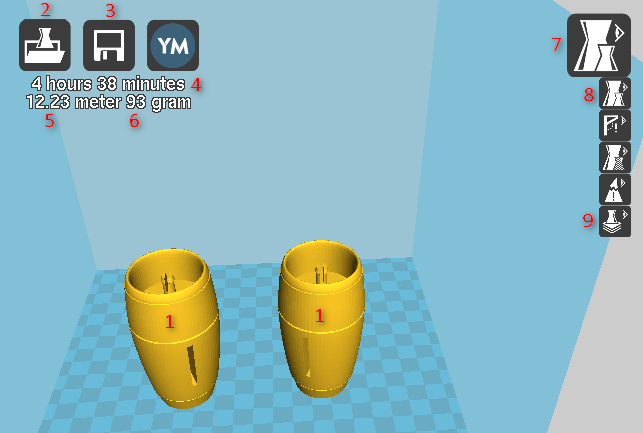
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
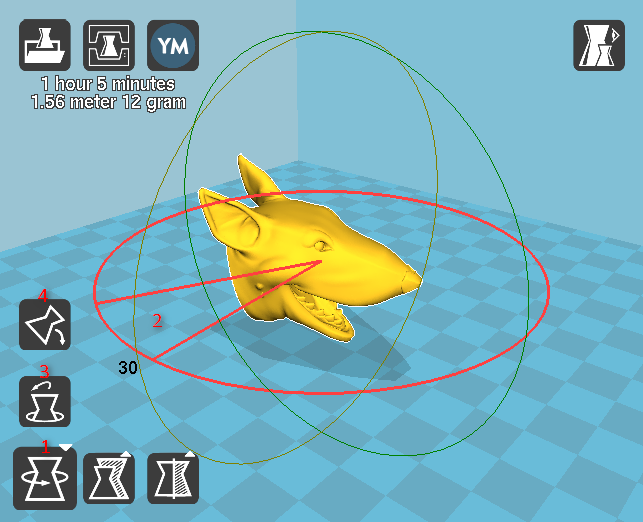
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
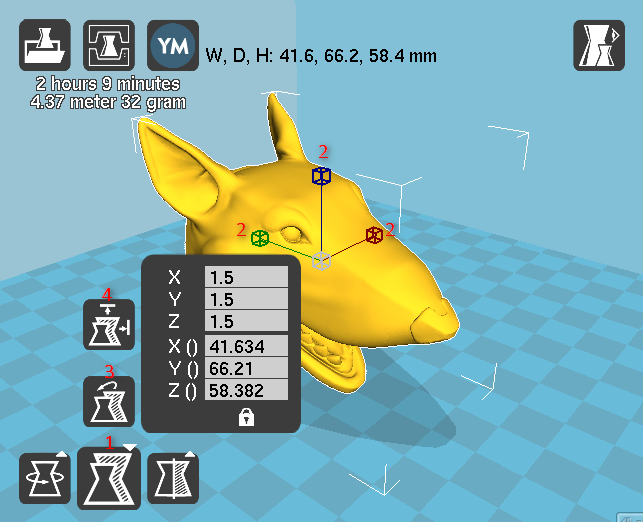
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

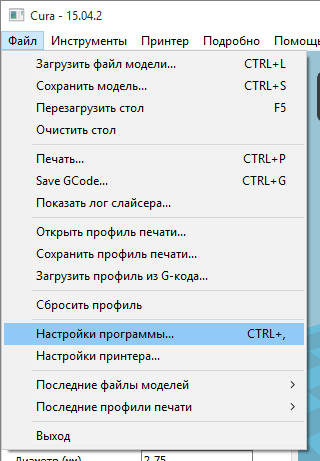
Перед печатью
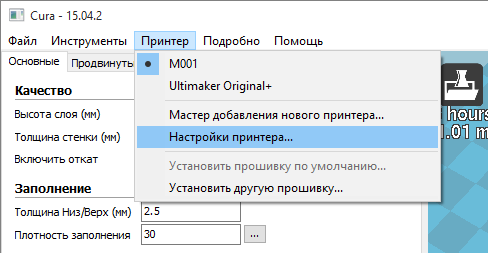
Входим в настройки
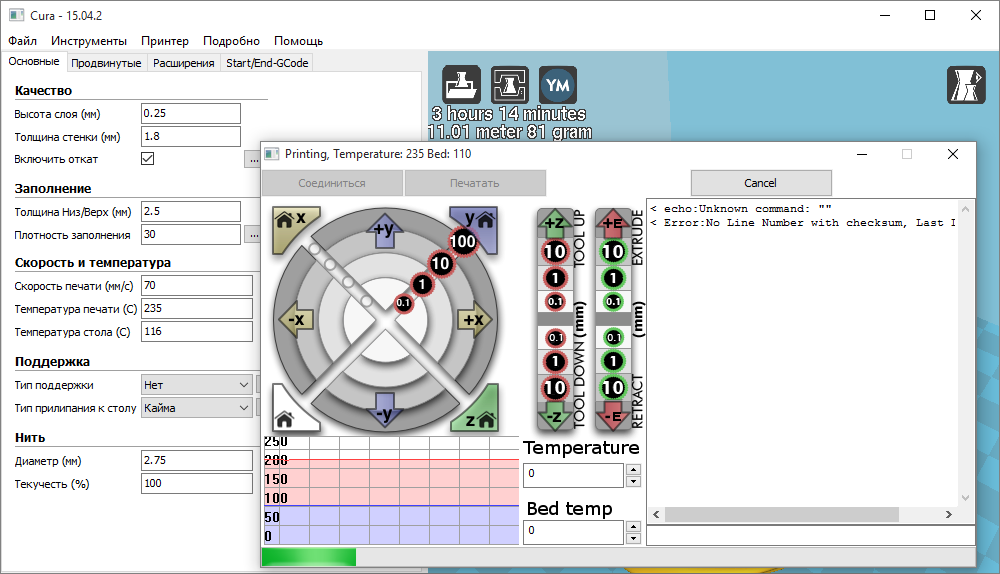
Изменяем вид интерфейса
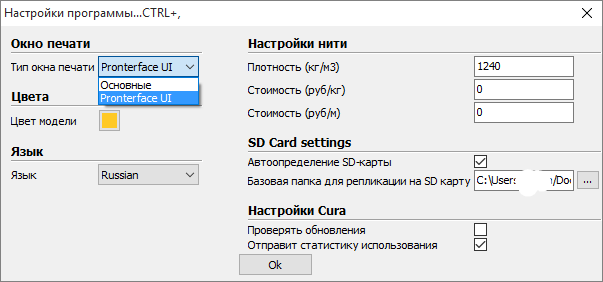
Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
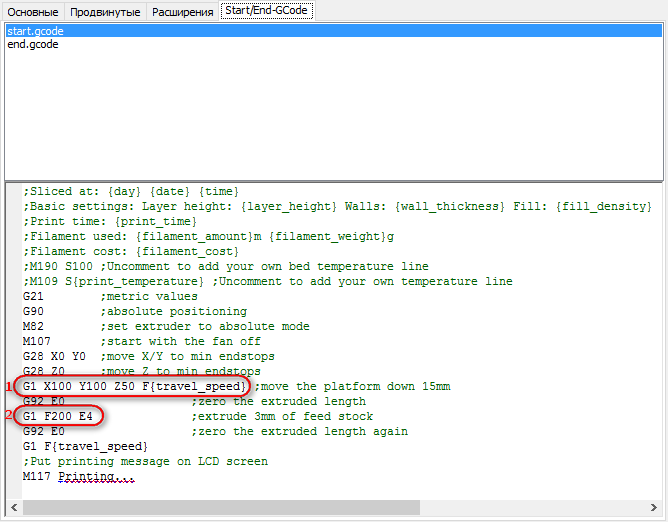
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Источник
Cura — исследую настройки ретракта (отката) экструдера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Что такое ретракт и для чего он нужен
Ретракт — это откат прутка в экструдере (всасывание нити в сопло) при переходе с одного островка печати на другой. Ретракт нужен для снижения количества артефактов (нитей,соплей, козюлек) на внешней поверхности детали.

Кому он мешает и для чего его регулировать?
Обычно проблемы возникают при использовании некачественного пластика для печати. В большинстве случаев это касается PLA пластика, но встречаются проблемы и с ABS прутком. При частых ретрактах экструдер может перетереть пруток и он перестанет поступать в сопло.
Уменьшить частоту ретрактров (откатов) без потери или с частичным ухудшением (в тяжёлых случаях) качества наружной поверхности детали.
Где находятся настройки ретракта (отката) в слайсере Cura?
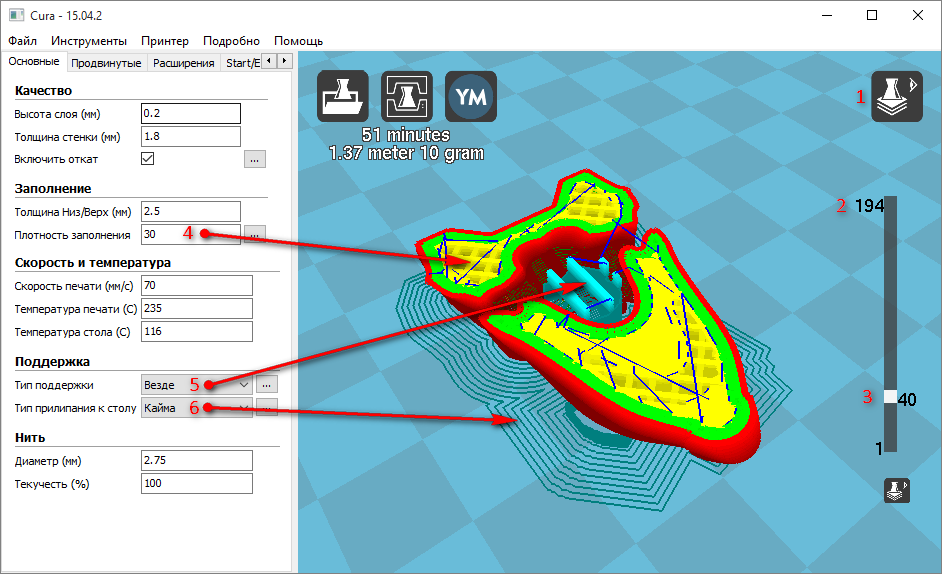
Рассмотрим главное окно и вкладку Основные настройки
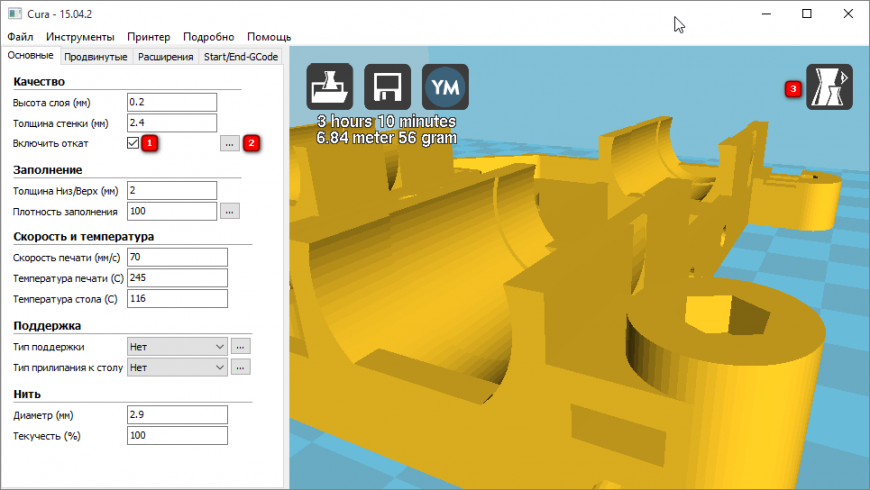
1. Включение и отключение функции ретракта (отката)
2. Кнопа вызова дополнительных настроек ретракта (отката)

Чёрным квадратом справа я показал ползунок выбора слоя печати для просмотра.
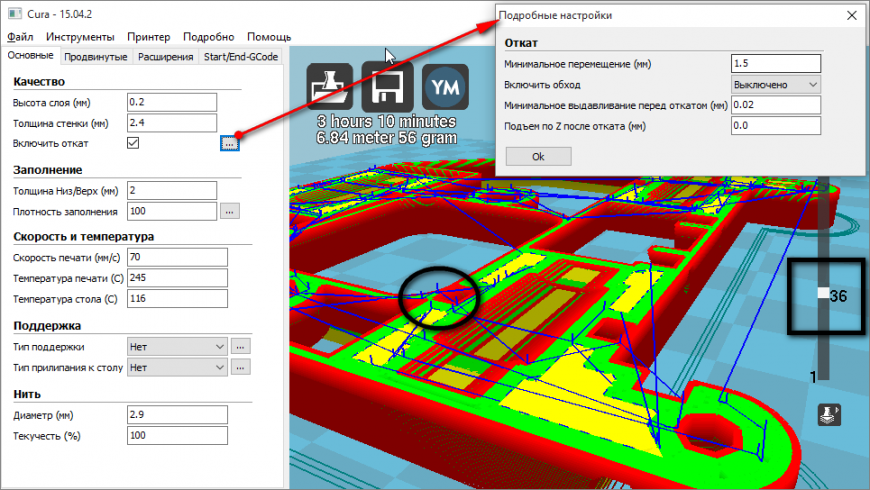
Что обозначают разные цвета на послойном просмотре?
Красный — внешняя граница. В настройках ретракта она называется Skin
Зелёный — внутренняя граница.
Синие линии — холостые переходы сопла без выдавливания пластиковой нити
Вертикальные синие столбики — это и есть места совершения ретракта (отката). Обозначил чёрным эллипсом.
Для начала отключим ретракт и посмотрим, что выйдет.
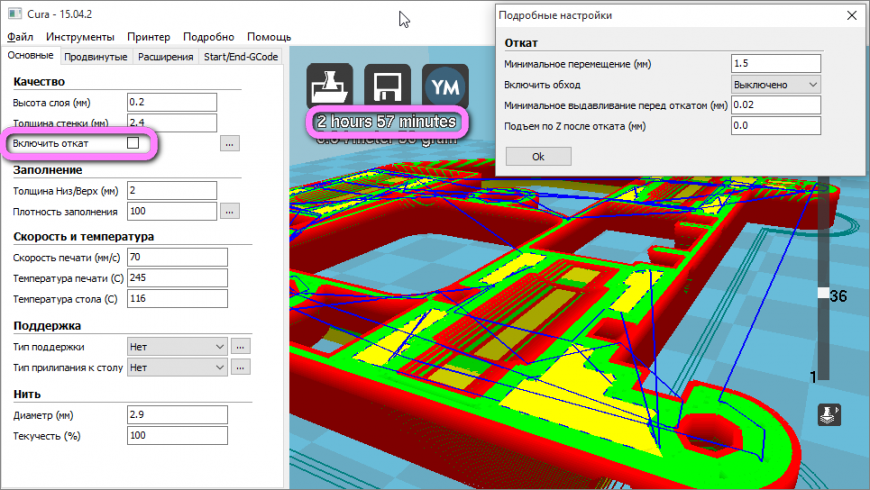
Время печати уменьшилось и пропали синие столбики ретракта.
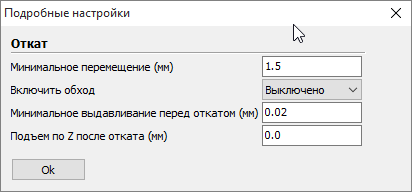
Теперь включаем ретракт и смотрим на стандартные настройки.
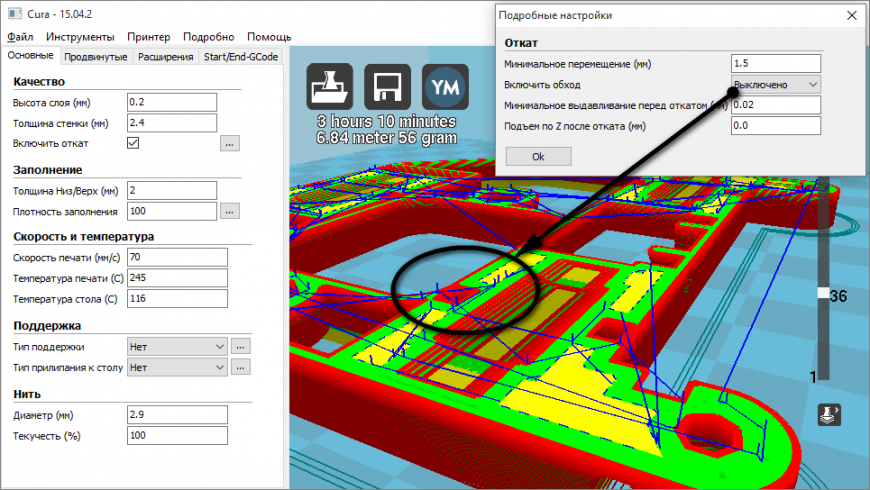
Минимальное перемещение — 1,5 мм. Включить обход — ‘Выключено‘.
Столбиков ретракта много и время печати большое.
Изменим Включить обход на ‘Все‘.
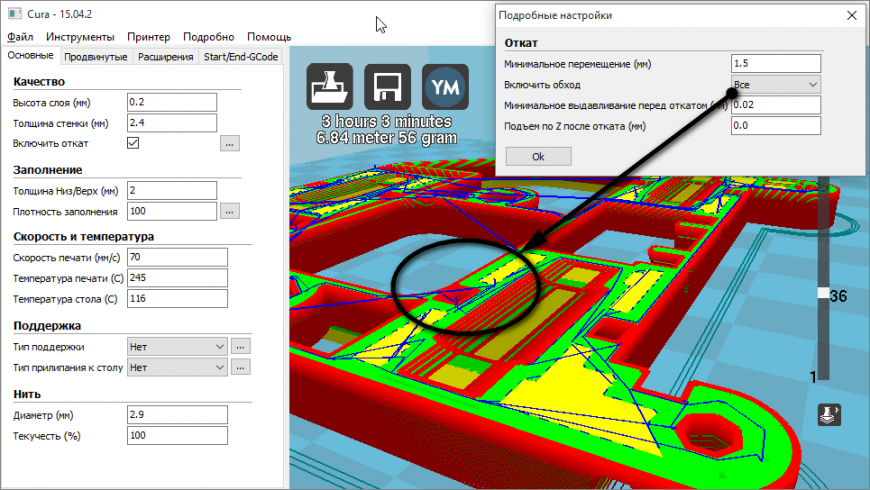
Теперь количество ретрактов очень маленькое, а сопло старается не выходить за контур детали при холостом ходе (без выдавливания пластиковой нити). Время тоже снизилось. В этом режиме сопло избегает ретракта всеми возможными путями, что может негативно сказываться на качестве наружной поверхности детали.
А теперь включим в Включить обход — ‘No Skin‘. Это самый качественный и при этом экономичный режим работы ретракта (отката).
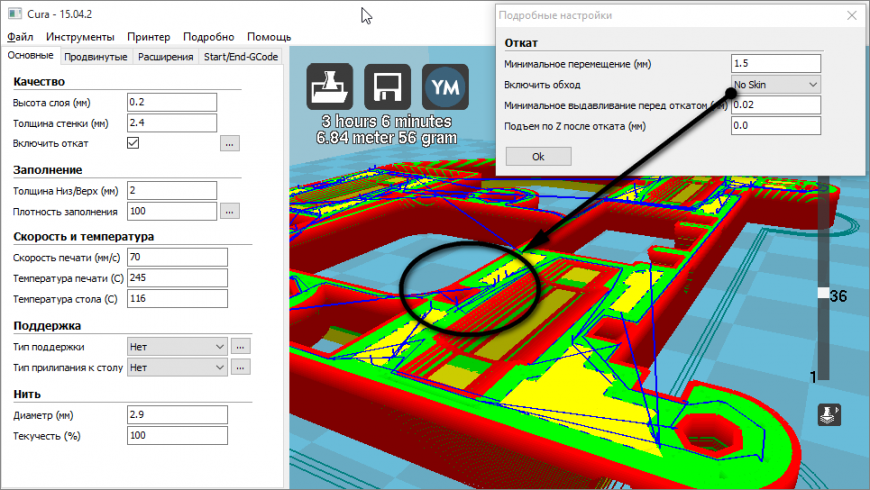
Количество ретрактов возросло, но при обходе сопло не проходит по внешней границе (Skin), что уменьшает количество возможных артефактов на видимых поверхностях детали.
Дополнительно снизить частоту ретрактов можно увеличением параметра Минимальное перемещение (мм). Поставим 8 мм.
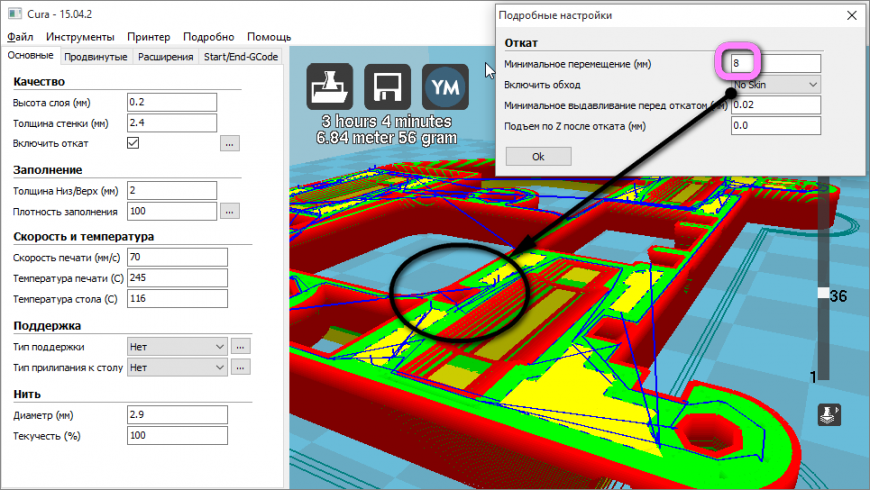
Что мы видим? Частота реально снизилась, но местами качество поверхности может немного пострадать. На таких настройках я печатаю ABS пластиком — болт экструдера меньше забивается пластиковой пылью и возрастает стабильность получения допечатанной детали.
В Продвинутых настройках есть ещё два параметра влияющих на ретракт.
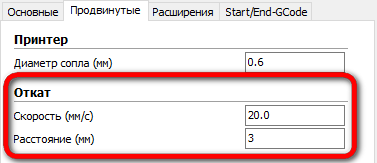
Скорость (мм/с) — скорость с которой отдёргивается пруток при ретракте. При уменьшении скорости снижается вероятность прогрызания экструдером прутка, а также это повышает вероятность появления артефактов на детали, если скорость ретракта ниже скорости вытекания пластика из сопла.
Расстояние (мм) — длина прутка участвующая в ретракте. При частых ретрактах и большом значении параметра Расстояние велика вероятность перетирания прутка экструдером. При малом значении снижается эффективность ретракта и увеличивается количество артефактов.
Теперь Вы знаете методы воздействия на ретракт (откат).
Источник