- Kemppi 323r
- #1 Дедушка Маразм
- #2 pavel83
- #3 copich
- #4 Дедушка Маразм
- Прикрепленные изображения
- #5 Кустарь
- #6 prawila
- #7 Дедушка Маразм
- Обзор сварочного аппарата Kemppi Kempact 323 A
- Kemppi KEMPACT 323 R — высокое качество изготовления
- Kemppi 323r
- #21 Дедушка Маразм
- #22 prawila
- #23 Дедушка Маразм
- #24 Кустарь
- #25 prawila
- #26 Sivanov
- #27 Дедушка Маразм
- #28 Sivanov
- #29 Дедушка Маразм
- #30 Sivanov
- #31 Дедушка Маразм
- #32 Sivanov
- #33 Svar69
- #34 Дедушка Маразм
- Прикрепленные изображения
- #35 Sivanov
- #36 Дедушка Маразм
- Прикрепленные изображения
- #37 Sivanov
- #38 Дедушка Маразм
- #39 Sivanov
- #40 selco
Kemppi 323r
#1 Дедушка Маразм
Закупили этот аппарат для сварки модульных конструкций. Что могу сказать честный труженник без наворотов,но и без капризов вот уже год полет нормальный,с учетом ужасающих условий запыленности бывают болгарки работают прямо на них по 8 часов.На одном из сломалась сварочная горелка ,но там скорее виноват сварщик так как он дернул я думал гнездо развалится.К минусам можно отнести что подающий механизм находится впритык к разъему горелки так что тряпочку на прищепке как я обычно делаю не поставишь,канал загаживается очень быстро примерно 45 кг и надо менять что с нашими логистами полтора 2 мес 2 шт.Фотки выложу позже задавайте вопросы отвечу
#2 pavel83
#3 copich

- Город: Москва
Фото внутренности инвертора будут?
ну и не внутренностей, после года интересно и внешность посмотреть.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
#4 Дедушка Маразм
Вот это дисплей. причем если посмотреть немного сбоку то видно что у них стоят дисплей от более навороченного и естессно более дорогого 323 RA.Первая динамика вторая скорость и третья ток
Это про то что я говорил нельзя поставить тряпочку для очистки перед горелкой
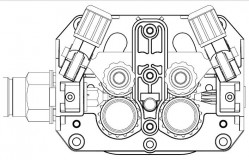
Вот собственно внутренности цликом у нового
А вот как он выглядит после года эксплуатации.Но цех реально грязный за два три дня набирается лопата пыли от болгарки
механизм подачи.Кажется что ролики хлипкие,но за год использования с8 до 20 с одним выходным настройку роликов не менял
В общем аппаратом впринципе доволен еще бы так не загаживались каналы от дешмановой проволки.
А фотки цеха с ужасающей запыленностью будут?
Оченно интересно, как оно у людей все устроено. Смотрю, мотаю на ус .
Прикрепленные изображения






Сообщение отредактировал svarnoi69: 16 Январь 2017 23:14
#5 Кустарь
#6 prawila
варим такими 2-3 месяца — неудобно перевозить с места на место,помещение не приспособлено под цех для сборки металлоконструкций,лучше б взяли 400-500 амперники из 2 ящиков.на счет загаживания каналов это правда — с каждой новой кассетой начинается дергание проволоки.интересно бы узнать настройки инветора по толщинам.варим смесями
#7 Дедушка Маразм
Кстати да. фотки цеха это у нас получается в день
варим такими 2-3 месяца — неудобно перевозить с места на место,помещение не приспособлено под цех для сборки металлоконструкций,лучше б взяли 400-500 амперники из 2 ящиков.на счет загаживания каналов это правда — с каждой новой кассетой начинается дергание проволоки.интересно бы узнать настройки инветора по толщинам.варим смесями
Кстати с ударами более менее помогает бороться настройка колес. те 5 мм прокрутка 5 см загиб и настройка катушки тормоз .Но потом снова начинает. Хочу попробовать заказать канал 1.2 1.6 под 1.2 проволку может лучше будет
Источник
Обзор сварочного аппарата Kemppi Kempact 323 A
Добрый день, уважаемые коллеги. Спешу поделиться с вами радостным событием, наконец-то мы купили новый полуавтомат фирмы Kemppi. Решил по такому случаю сделать обзор. Пожалуй разберем плюсы данного аппарата. Первый плюс это внешний вид, дизайн очень красивый и конечно же известная марка, которая зарекомендовала себя как надежная марка с многолетней историей. Ярко оранжевый цвет выделяет Kemppi среди остальных полуавтоматов. Аппарат довольно таки легкий, он весит всего 40 килограмм, если я не ошибаюсь. Максимальный ток составляет 320 Ампер. Для гаража конечно это большая величина тока, но для цеховых производственных работ это среднее значение.
Сам корпус выполнен из пластика, довольно-таки приятного на ощупь. Вопрос спорный, насколько он долговечный и надежный пластиковый корпус, но я думаю если производитель выпускает сварочный аппарат в таком корпусе значит он провел все испытания и вопросов с долговечностью пластика не будет возникать на всем протяжении эксплуатации. Конструкция у Kemppi Kempact расположена в вертикальном положении, соответственно аппарат занимает немного места в мастерской,не как аппарат с горизонтальной конструкцией.
Очень удобно настраивать режимы сварки, приборы регулировки сварочного режима находится на таком уровне, что сварщику не приходится наклоняться. Газовый баллон устанавливается на раму полуавтомата и крепится ремнями, которые идут в комплекте. Сварочная горелка и ролики от механизма подачи проволоки идут отдельно, т.е. докупается за отдельную плату. Аппарат довольно прост в настройке. Есть несколько режимов памяти, так же имеется автоматическая настройка. Есть возможность выбора свариваемого металла, диаметра сварочной проволоки, защитного газа и т.п.
Источник
Kemppi KEMPACT 323 R — высокое качество изготовления
 Сварочный полуавтомат KEMPPI Kempact 323R предназначенный для современных сварочных цехов, обладает стильным и практичным дизайном. Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций. В основу модели Kempact 323R легла последняя разработка источника питания Kemppi, которая гарантирует оптимальные сварочные характеристики и отличную энергоэффективность. Данный аппарат входит в линейку Kempact RA, в которую вошли одиннадцать версий модели включают источники питания с выходным током 180, 250 и 320 ампер и панели управления Regular (R) или Adaptive (A), что охватывает широкий диапазон потребностей цехов металлоконструкций.
Сварочный полуавтомат KEMPPI Kempact 323R предназначенный для современных сварочных цехов, обладает стильным и практичным дизайном. Высокое качество изготовления, а также функциональные преимущества повышают продуктивность, точность и эффективность сварочных операций. В основу модели Kempact 323R легла последняя разработка источника питания Kemppi, которая гарантирует оптимальные сварочные характеристики и отличную энергоэффективность. Данный аппарат входит в линейку Kempact RA, в которую вошли одиннадцать версий модели включают источники питания с выходным током 180, 250 и 320 ампер и панели управления Regular (R) или Adaptive (A), что охватывает широкий диапазон потребностей цехов металлоконструкций.
Новые технические решения серии включают: снижение потребления электроэнергии более чем на 10 % по сравнению с обычными источниками питания со ступенчатым регулированием, систему освещения корпуса Brights для облегчения загрузки проволоки в условиях слабого освещения, функцию оповещения WireLine для сигнализации о необходимости плановой замены направляющего канала проволоки, а также встроенное шасси GasMate, обеспечивающее удобную и безопасную установку баллона и перемещение аппарата. Какую бы модель вы ни выбрали, аппарат Kempact RA гарантирует максимальную эффективность для любых сварочных операций.
Панель управления Regular
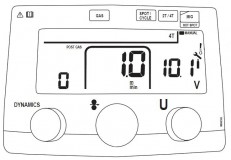
Крупный подсвечиваемый дисплей параметров, четко отображает параметры сварки и настроек аппарата. Дисплей защищен поликарбонатной линзой, установленной в корпус панели управления. Так же имеются индикатор перегрева, индикатор WireLine, сообщающий о необходимости технического обслуживания.
Проволокоподающее усройство DuraTorque 400
Преимущества KEMPPI KEMPACT 323R:
- Прочная крышка из оргстекла со смотровым окошком — надежная защита и привлекательный внешний вид.
- Механизм подачи сварочной проволоки с приводом на 4 ролика
- Превосходные сварочные характеристики при использовании в качестве защитного газа как газовых смесей, так и C02
- Точное и чистое зажигание дуги
- Максимальная выходная мощность при рабочем цикле 35%
- Расположение разъема горелки под большим углом улучшает подачу проволоки и срок службы горелки.
- Система освещения корпуса Brights в условиях слабого освещения.
- Индикация WireLine оповещает о необходимости технического обслуживания системы.
- Встроенные отсеки для хранения деталей привода подачи проволоки и горелки.
- Конструкция шасси GasMate обеспечивает удобную и безопасную установку баллона и перемещениеаппарата.
- Прочная конструкция из штампованной стали и прессованной пластмассы.
- Простое изменение полярности клемм.
- Пылевой фильтр (дополнительно) для пыльных сварочных цехов.
- Функция термической обработки HotSpot
| Тип изделия | Инверторный полуавтомат |
|---|---|
| Исполнение корпуса | Монокорпус |
| Импульсная сварка | Отсутствует |
| Cварка двойными импульсами | Отсутствует |
| Минимальный ток | 20 А |
| Максимальный ток | 320 А |
| Напряжение питания | 3 x 400 |
| Погрешность напряжения питания | ± 15% |
| Потребляемая мощность | 12,0 кВА |
| Напряжение холостого хода: до(max) | 45 В |
| Минимальное рабочее напряжение | 8 В |
| Максимальное рабочее напряжение | 32,5 В |
| ПВ на макс. токе | 35 % |
| Ампераж при ПВ100% | 190 А |
| Коэфициент мощности | 0,94 |
| КПД | 0,86 |
| Габариты: ширина | 579 мм |
| Габариты: длина | 623 мм |
| Габариты: высота | 1070 мм |
| Масса | 44 кг |
| Класс защиты, изоляции | IP23S |
Комплект поставки KEMPPI Kempact 323R:
- Сварочный полуавтомат KEMPPI Kempact 323R
- Кабель заземления 3м с клеммой
- Газовый шланг 1,5м
Источник
Kemppi 323r
#21 Дедушка Маразм
Дергается эта хрень от всего. сменил смесь на чистую углекислоту подгоняй ток а вобще в доках там отдельная сложенная брошюрка есть более менее настройки на которых не дергает ,а так я первый раз сталкиваюсь с апаратом таким капризным к настройкам бывает сначала быстрое сгорание потом наоборот не успевает сгореть затем дальше варить пошел. динамика похоже не работает совсем
#22 prawila
начали дальше разбираться ,клемма массы подгорала ,скрутил со сварога -подошла — только короткий провод,и аппарат нормально заварил ,хотя и дергания бывают,но не так критично.вообще нужно клемму зажимную винтовую ставить,чтоб прижимать к изделию.,и второе — стал ставить на ручной режим ,тоже получше стало.
#23 Дедушка Маразм
Этот аппарат ))) это по сути то что собрали бы в гараже только с логотипом )))) там нет ничего. тупо сварка
#24 Кустарь
а чем еще резать пружину ? ножовкой по металлу ?чтоб согнуть завитки
#25 prawila
пассатижами откусить и кончик на наждаке слегка заострить, чтоб легче просовывать .
дак она проходит и так..а вот сварка на подаче от 6 — дергается,промывать только каналы.воздухом пробуем,образуется отверстие в оплетке.а см 40 от конца канала промывать нужно,начальство денег жалеет..а то что эти аппараты га . но
#26 Sivanov
Виидел что все сварики на сдостроении плоскогкбцами или бокорезами откусывают.
Обрезают так. Выкручивается наконечник. Канал вставляют в горелку (он будет примерно на 40см выступать) Отмечается маркером по край держателя наконечника. Выкручивается держатель и отрезается на 5мм короче отметки. Вкручивается держатели и наконечник. Наконечник должен на последних витках упираться в канал.
А потом ещё от оболочки немного зачистить. Так чтобы в горле и корпусе ручки проходила голая пружина. Иначе при длительной работе на больших токах, оболочка раздуваетсяот нагрева и перекрывает газ. Доходило до того что мужики потом толпой канал из горелки выдирали.
начали дальше разбираться ,клемма массы подгорала
Видимо по тому что как многие сварщики, папу в маму вставили но не провернули до упора. Сто раз такое видел на предприятиях.
оплетке.а см 40 от конца канала промывать нужно,начальство денег жалеет..а то что эти аппараты га . но
А может дело в том что начальство и на нормальную проволоку денег жалеет вот и загаживает она вам каналы один за другим.
Поставьте войлока кусочек перед входом проволоки в малый направляющий канал чтобы он её очищал. Если проволока грязная то всё увидите на войлоке. И про промывку забудете. У нас на судостроении сварные эти каналы не промывают и работают они долго.
Сообщение отредактировал Sivanov: 28 Апрель 2017 18:25
#27 Дедушка Маразм
#28 Sivanov
Смотрите внимательнее на конструкцию там не поставишь после роликов войлок.
#29 Дедушка Маразм
Не после а перед. Чтобы в протяжку она заходила очищенной.
Угу только смысл ?когда проволока проходит через ролики с нее столько омеднения сыпется,вот именно она и загрязняет канал. Впрочем там не загрязнение .Поставил канал на 1.6 по моему хуже стало.Вопрос кабель канал должен доставать до приблуды в горелке которая диффузатор держит. Заметил что там где сильно шьет открываешь ее и канал вылазит немного. Задолбало ужас )))работа состоит из периодических танцев то тормоз на катушке подтянешь то наконечник меняешь за смену разбивает в хлам.Проволока дешмановая жесткая капец. Час два наслаждаешься затем снова.
#30 Sivanov
когда проволока проходит через ролики с нее столько омеднения сыпется,вот именно она и загрязняет канал
Вопрос кабель канал должен доставать до приблуды в горелке которая диффузатор держит. Заметил что там где сильно шьет открываешь ее и канал вылазит немного
В общем вам нужно полностью всю горелку перебрать. Бывает ещё такой момент если провода управления коротят на токоведущую оплётку. Это сильно влияет на сварку. вплоть до невозможности варить и может вывести из строя сам аппарат.
#31 Дедушка Маразм
Ну что поделаешь если у вас проволока такая. А ролики у вас случаем не с насечкой в каналах?
НЕ без насечки просто осыпается . за бухту 15 кг они 75 р что ли отдают))) по моему чермет дешевле принимают.Может быть кстати и коротят ,оплетка пластиковая заканчивается далеко за приделами горелки. Уже и объяснял и орал на начальника цеха что никакой экономии в смену 40 на наконечник неделю адаптер тоже менять сопла максимум месяц потому что настроить практически без брызг чтоб варил как когда то германцев настраивал ну никак. Нет все равно покупают эту дрянь. Но одно я понял это болезнь этих аппаратов либо просто дешмановая проволока слишком жесткая.Ибо горелки тоже менялись в том числе на других производителей.
#32 Sivanov
Но одно я понял это болезнь этих аппаратов либо просто дешмановая проволока слишком жесткая.Ибо горелки тоже менялись в том числе на других производителей.
Механизм подачи проволоки (мотор-редуктор, шасси, ролики) там такой-же как и на более мощных полуавтоматах. Единственно что комплектуются они горелками типа FE а не ММТ или PMT которые мощней и которые то-же можно использовать с эими аппаратами. .
#33 Svar69
Дабы темы не плодить спрошу тут: комплект роликов V 0,8/0,9 FE кемпакт 323а на продажу есть у кого?
p/s/ после переезда растеряли мелочевку с аппарата, осталось только то что стояло на нем.
#34 Дедушка Маразм
Скорее всего в материалах проблема. Работают эти аппараты на производствах не плохо.
Механизм подачи проволоки (мотор-редуктор, шасси, ролики) там такой-же как и на более мощных полуавтоматах. Единственно что комплектуются они горелками типа FE а не ММТ или PMT которые мощней и которые то-же можно использовать с эими аппаратами. .
Согласен просто ради научного подхода стырили проволоки. стали разматывать. мало того что она жесткая она еще и намотанна как попало цепляется бывает катушка нормально идет бывает наоборот. а на больших оборотах она естественно дергает. Надо фотку проволоки выложить народ должен знать своих героев
Кстати вычищали недавно от пыли их.Долго ходил чесал репу. Чтобы снять обшивку оказывается колеса надо отсоеденить))))Еще предупредили про капризность аппарата к наконечникам.
А вот собственно и внутренности
Прибежали «помошнички» стали продувать крышку и вентиляторы . сломали вентилятор. отключил один нафиг,ничо работает))))
Прикрепленные изображения


Сообщение отредактировал Дедушка Маразм: 04 Ноябрь 2017 16:10
#35 Sivanov
Надо фотку проволоки выложить народ должен знать своих героев
Выложите конечно. Я так уже видел не раз такое безобразие. У нас одно время проволоку на катушки сами перематывали и мотали в навал а не виток к витку как от производителей.
Чтобы снять обшивку оказывается колеса надо отсоеденить))))
Да, там под каждым колесом по болтику
#36 Дедушка Маразм
Вот она герой нашего цеха))))Вторая фотография это фетр после 30 мин работы))))Причем установленн он на канцелярской прищепке до роликов.Фотка не получилась иначе было бы видно еще и омеднение))))
Прикрепленные изображения


Сообщение отредактировал Дедушка Маразм: 06 Ноябрь 2017 18:35
#37 Sivanov
Ну тут на фото ни чего не понятно. ПРосто видно производителя а что внутри, нет.
Там внутри что, катушка с внавал намотаной проволокой? И где у вас этот кусочек фетра стоит тоже не понятно. Похоже что где-то не там. На днях постараюсь показать как надо ставить.
Сообщение отредактировал Sivanov: 06 Ноябрь 2017 19:14
#38 Дедушка Маразм
Ну я и писал производителя. на первый вгзляд намотанно нормально все красиво и прилично,но вот если поставить на малые обороты прекрасно видно что она с дорожек не разматывается,а выдирается .Пробовали даже затягивать на три крайних деления бесполезно. Сегодня вроде взяли на пробу 2 катушки проволоки esab 12-50 без омеднения посмотрим.А фетр я выложил показать каким он стал из белого за пол часа работы.Расположен в единственном доступном месте перед пружиной что перед роликами направляющая. Самое веселое это горение конечно оно неравномерное в результате получается моргание. шва не видно абсолютно.
Сообщение отредактировал Дедушка Маразм: 06 Ноябрь 2017 19:36
#39 Sivanov
Дедушка Маразм, А у вас случаем суппорт катушки не затянут? Там внутри суппорта есть регулировка силы прижима.
Да и вообще, если у вас это всё вызывает проблемы в следствии которых ваши сварочные швы не проходят ОТК. или что там у вас, то давите на руководство аргументируя выявленными причинами.
1, требуется замена роликов и направляющих в связи с износом.
2. Замена канала горелки.
3. Использование другой проволоки.
4. Возможно плохая масса.
5. Не обработанные свариваемые изделия.
6. Проблемы с сетью.
7. При большой наработке, проблема в двигателе подающего механизма.
8. При работе в экстремальных условиях, проблема в двигатале или редукторе.
Это вам информация от специалиста СЦ Кемппи.
Если соблюдать все условия и использовать нормальные материалы то всё работает без проблем много лет.
Сообщение отредактировал Sivanov: 06 Ноябрь 2017 20:13
#40 selco
Удовольствие от высокого качества длится дольше чем радость от

- Город: Электросталь
Если соблюдать все условия и использовать нормальные материалы то всё работает без проблем много лет.
Это все хорошо и правильно , но скорее в катушке с намоткой проблема , на моем Меркле очень мощный механизм но и он не справляется с такой намоткой и сразу во шве черти что так как длина дуги начинает прыгать от втыкания проволоки в ванну до токосъемного наконечника. Витки попадают друг под друга и механизму то тянуть надо с высоким усилием и чем сильнее он это делает тем сильнее сопротивление (затягивает как узел) и выдернув виток сразу послабление то есть сопротивление почти ноль и любая ляктроника какая бы быстродействующая не была не успевает затормозить подающий и проволока в ванной и процесс повторяется . В общем остерегайтесь покупать катушки не рядной намоткой они несут много бед любому ПА
Источник